

Agricultural Welding & Structural Repair
Back in the field. Same day.
MIG and TIG structural repair for grain farmers, fleet managers, and custom harvesters — from snapped auger flighting to cracked combine headers.
← drag to compare →
Shift Log — Case Study #0047
From cracked to certified
in one shift.
Every card is a real stage of a real repair. Swipe through the shift log — start to finish.

Full-length crack through feederhouse cross-member. Rust oxidation 3/8″ deep on both faces. Structural failure imminent — machine grounded.
Process
Visual + Dye Penetrant
Position
Flat

V-groove cut to base metal. Rust removed with 36-grit. Preheat to 250°F. Fixture clamped — zero distortion tolerance on this joint.
Process
Angle Grinder / Plasma
Position
Flat

Open-root pass, 110A DCEP. Penetration confirmed on back-side. Slag peened off, wire-brushed. No porosity on visual.
Process
SMAW / 6010
Filler
E6010 3/32″
Position
Flat 1G

Three fill passes, interpass temp held 350°F max. Wire feed 280 IPM, 24V. Each pass wire-brushed. Joint filling clean with no undercut.
Process
FCAW / Dual-Shield
Filler
E71T-1C .045″
Position
Flat 1G

Cap pass with slight weave. Reinforcement 1/16″ above flush. Profile smooth — no overlap. Final appearance pass complete.
Process
MIG / ER70S-6
Filler
ER70S-6 .035″
Position
Flat 1G
Ground flush to ±0.005″. 80-grit finish. Radius all toes to reduce stress concentration. Surface temp checked — ready for NDT.
Process
Die Grinder / Flap Disc
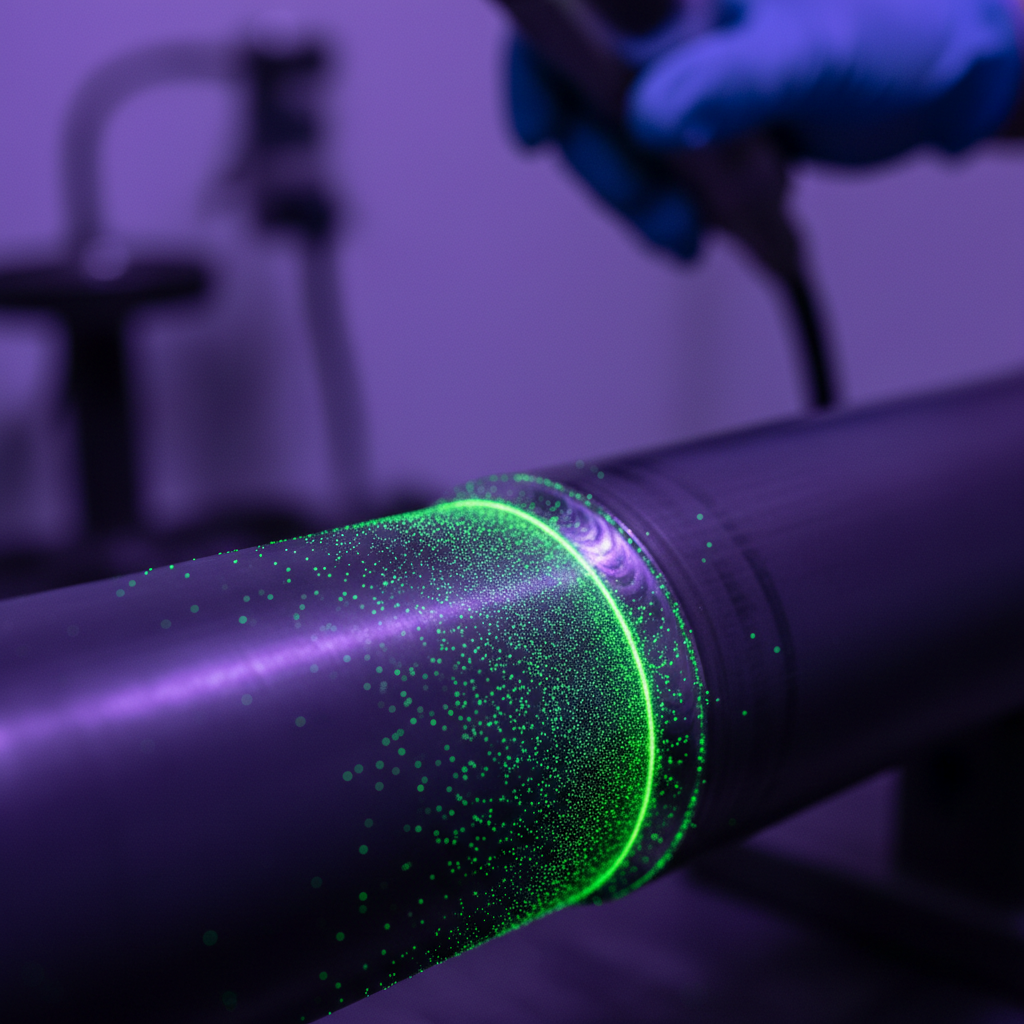
MT inspection — zero indications. Joint meets AWS D1.1 Structural. Zinc-gray primer applied. Documentation package ready for client.
Process
Magnetic Particle

Running by noon.
Machine reinstalled, torqued to spec, test-cycled. Client called at 5 AM. Running by noon. 2,400 acres still ahead of him.
Process
Reinstallation Complete
Why Weld
Precision that holds
under load.
Three objections we hear before every job — and why they stop coming up after the first one.
AWS D1.1 Certified Processes
Every structural repair follows AWS D1.1 Structural Welding Code. Procedure Qualification Records on file. Documentation package with every job.
D1.1
AWS Structural Code

On-Farm Mobile Rig
Fully equipped trailer — 300A MIG, TIG inverter, plasma cutter, grinders, NDT kit. We come to your field. Zero transport time on your equipment.
50mi
Service radius
Same-Day Turnaround Guarantee
Structural repairs diagnosed and completed within one shift — or we waive the call-out fee. Harvest waits for no one.
<8h
Average job time
Thirty Years of Iron
Combine headers, loader booms, auger flighting, planter frames, cultivator shanks. If it's steel and it's broken, we've fixed it.
800+
Repairs completed
Field Reports
Farmers don't leave reviews. They call back.
Called at 5:08 AM. Cracked feederhouse cross-member, 400 acres left to cut. They were on-farm by 7:30, done by noon. I didn't lose a single acre to that breakdown.

Dale Hoffmann
Grain Farmer
3,200-acre corn & soybean operation — Ames, IA
We run 28 planters and two combines. Factory lead times are three weeks. Weld turned a cracked planter toolbar into a certified repair in one afternoon. That's what keeps a co-op running.

Sandra Reyes
Fleet Manager
Midland Grain Co-op — Hutchinson, KS
Custom harvesting means you can't trailer a machine to a shop. You need the shop to come to you. The weld they put on that header is stronger than the original steel — I've put another 6,000 acres through it.

Travis Kowalski
Custom Harvester
Kowalski Harvest LLC — Colby, KS → Liberal, KS run